Рабочее место мастера
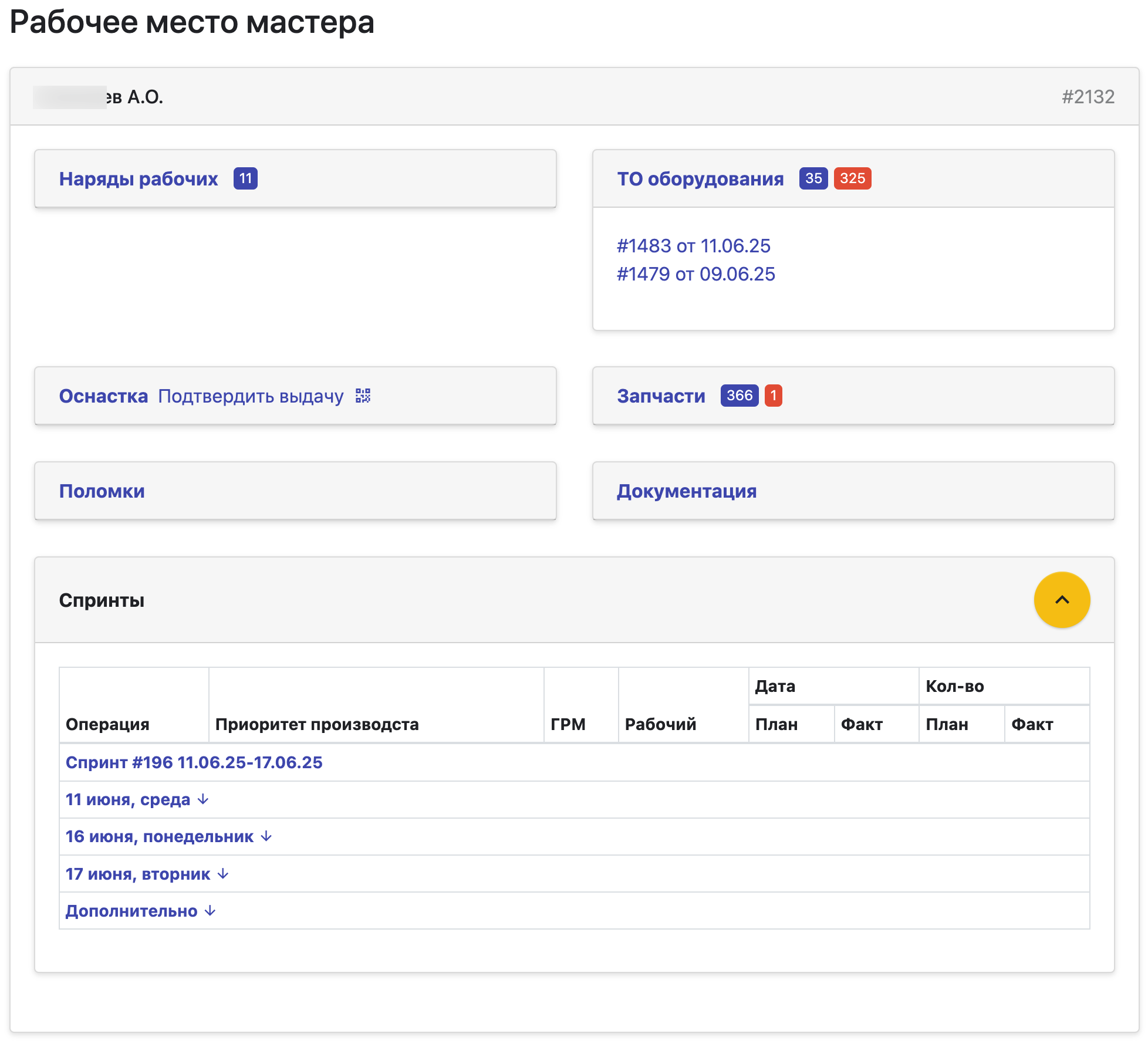
На начально странице рабочего места мастера он видит:
- Свои ФИО;
- Свой идентификатор пользователя в системе;
Блок "Наряды рабочих"
В составе
- Ссылка на список нарядов рабочих;
- Счетчик открытых нарядов рабочих мастера;
- Список просроченных нарядов рабочих мастера. Наряд считвается просроченным, если его дата отличается от текущей более, чем на два рабочих дня, и наряд не закрыт;
Блок "ТО оборудования"
В составе:
- Ссылка на интерфейс оборудования мастера;
- Счетчик позиций оборудования мастера на рабочих постах на подконтрольных ему группах рабочих мест;
- Счетчик проблем с оборудованием мастера в составе просроченных регламентов ТО оборудования или простоях оборудования;
- Список открытых нарядов на техобслуживание оборудования мастера;
Блок "Оснастка"
В составе:
- Ссылка на интерфейс оснастки оборудования на подконтрольных мастеру группах рабочих мест;
- Ссылка "Подтвердить выдачу" с переходом на интерфейс выдачи оснастки рабочим для выполнения операций на подконтрольном мастеру оборудовании;
Блок "Запчасти"
В составе:
- Ссылка на интерфейс оснастки к подконтрольному мастеру оборудованию;
- Счетчик общего количества запчастей, прикрепленных к подконтрольному мастеру оборудованию;
- Счетчик проблем запчастей, прикрепленных к подконтрольному мастеру оборудованию по причинам:
- Не установлен минимальный остаток на балансе для запчасти;
- Нехватка запчасти по балансу согласно минимально доступного остатка по балансу для запчасти;
Блок "Поломки"
В составе
- Ссылка на список поломок подконтрольного мастеру оборудования;
- Список поломок подконтрольного мастеру оборудования;
Блок "Документация"
Мастер может управлять своими файлами документации;
Блок "Спринты"
В составе:
- Список спринтов планирования производства с указанием по каждому рабочему дню назначений на выполнение операций рабочими, подчиненными мастера.
Блок "Группы рабочих мест"
В составе:
- Список групп рабочих мест, где ответственным за производство на них является текущий мастер
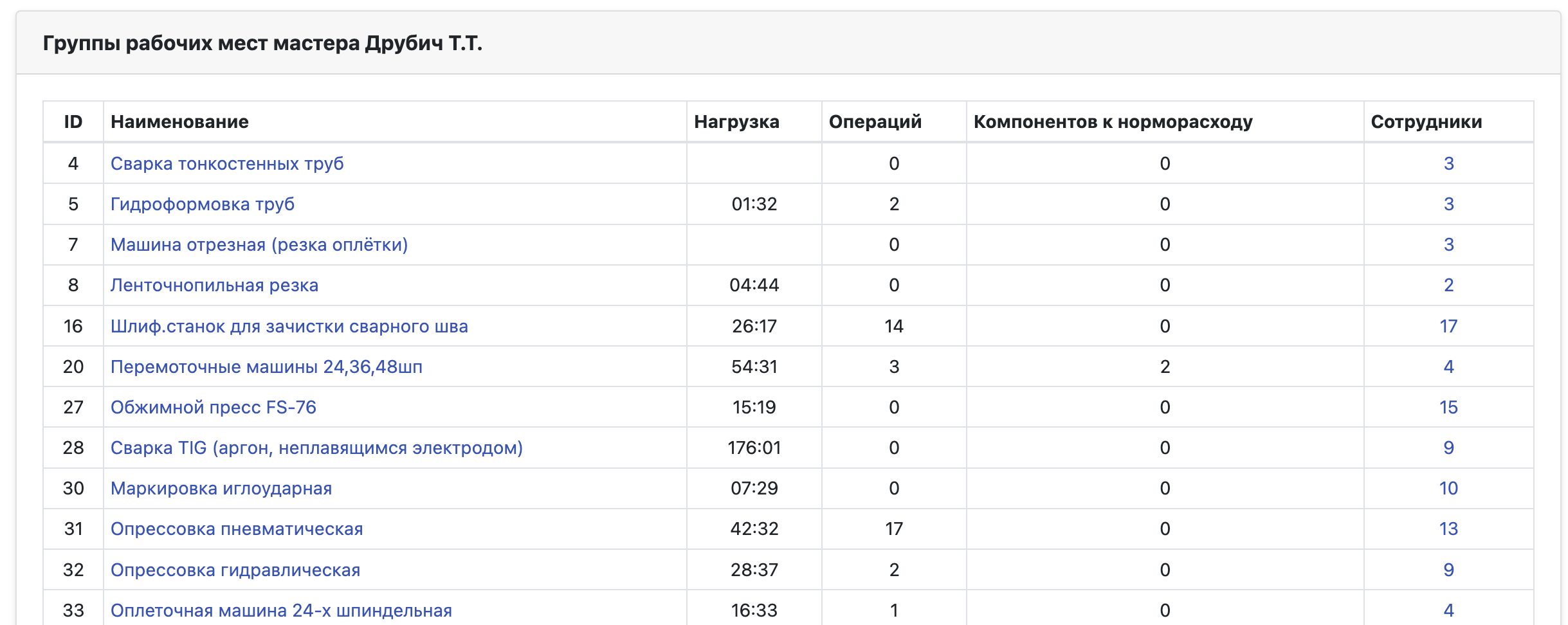 Список представлен таблицей с колонками:
Список представлен таблицей с колонками:
- ID идентификатор группы рабочих мест;
- Наименование группы рабочих мест. Представлено виде ссылки, при клике по которой мастер во всплывающем окне может посмотреть дополнительную информацию о нагрузке группы рабочих мест виде списка операций, а также компоненты которые требуется на данную группу рабочих мест для выполнения операций;
- Нагрузка. Общее время выполнения операций по одобренным заказам производства на данной группе рабочих мест;
- Операций. Количество операций в работе на текущей группе рабочих мест;
- Компонентов к нормурасходу. Количество компонентов, которые расходуются при выполнении активных операций в производственных заказах на на данной группе рабочих мест;
- Сотрудники. Количество активных сотрудников (без больничных, отпусков, отгулов). Представляет собой ссылку, при клике по которой мастер может посмотреть текущий список сотрудников на группе рабочих мест.
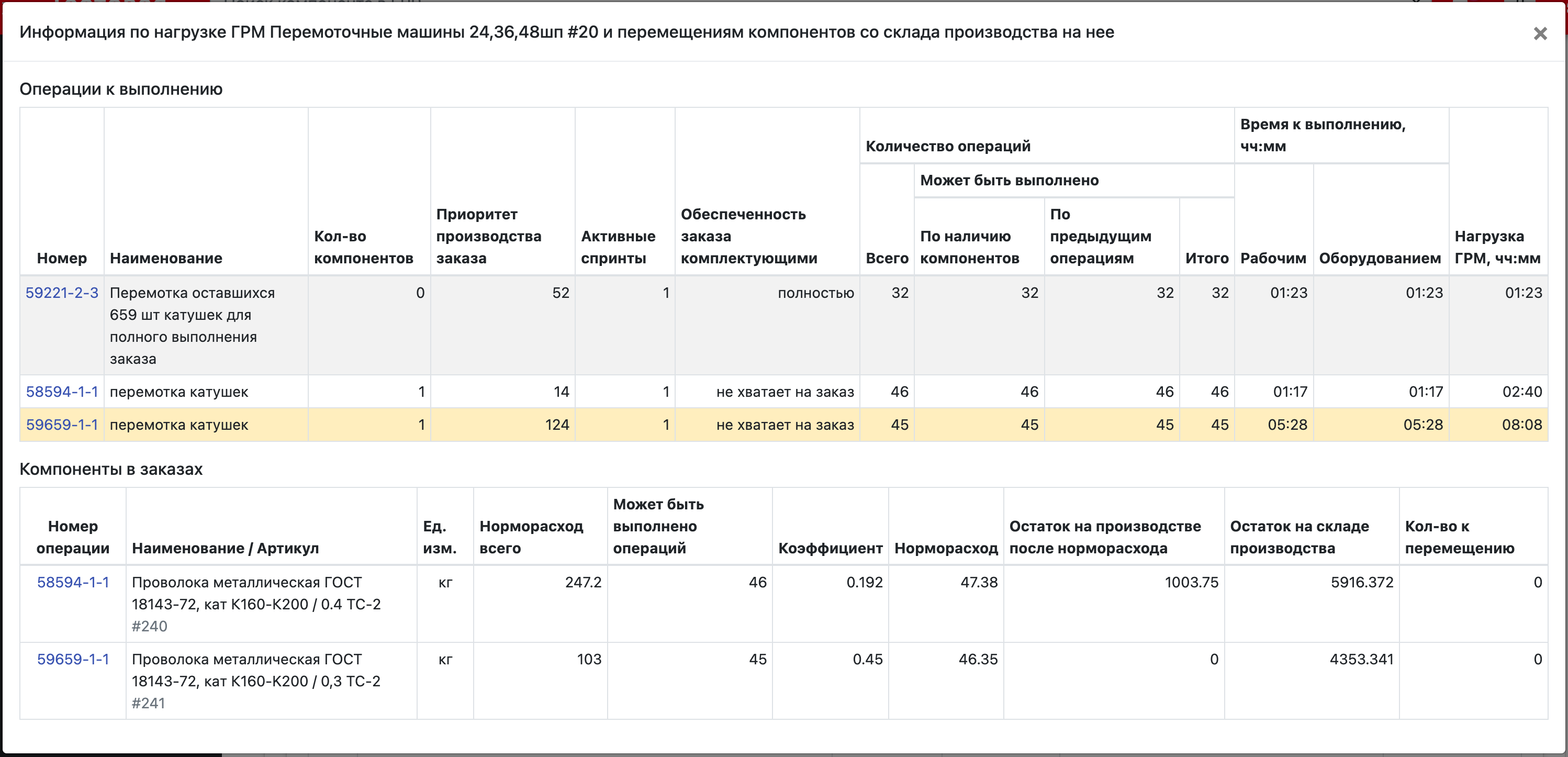 В окне информации о нагрузке на группе рабочих мест мастер видит:
В окне информации о нагрузке на группе рабочих мест мастер видит:
- Таблицу "Операции к выполнению" в составе:
- Номер операции. Ссылка на просмотр заказа производства в новой вкладке;
- Наименование операции;
- Количество компонентов, которые используются при выполнении операций;
- Приоритет производства заказа;
- Количество активных спринтов (плнанирования) с выполнением данной операции;
- Обеспеченность заказа комплектующими:
- Полностью. Комплектующих хватает на выполнение не только этого заказа, но и всех производственных заказов с использованием данного комплектующего;
- Дефицит по заводу. Комплектующих хватает на выполнение данного заказа, но не хватает на выполнение всех заказов с использованием комплектующего;
- Не хватает на заказ (дефицит). Комплектующих на баланс настолько мало, что не хватает на выполнение текущего заказа;
- Количество операций в производственном заказе
- Всего операций;
- Может быть выполнено:
- По наличию компонентов. Сколько операций можно выполнить, исходя из текущего баланса комплектующих согласно их норморасходов при выполнении данной операции;
- По предыдущим операциям. Сколько операций можно выполнить, исходя из числа выполненных предыдущих операций согласно технологической карте изготовления изделия в заказе;
- Итого сколько можно выполнить операций с выбором минимума количества по комплектующим и по числу предыдущих выполненных операций;
- Время к выполнению
- Рабочим(т)
- Оборудованием ;
- Нагрузка на ГРМ в часах Те операции, которые превышают на норму загрузки ГРМ (обычно это 4 часа), отмечаются жёлтым фоном и не участвуют в расчёте потребности комплектующих на выполнение операций на ГРМ
- Таблицу "Компоненты в заказах" с колонками:
- Номер операции, на которой расходуется указанный компонент на текущей группе рабочих мест;
- Наименование, артикул и идентификатор компонента;
- Единица измерения;
- Норморасход всего. Количество компонента, которое должно быть израсходовано на производство изделия в указанном производственном заказе количестве;
- Может быть выполнено операций. Количество операций, которое может быть выполнено с учётом текущего выполнения предыдущих операций, а также с учётом ограничения по доступному количеству комплектующих;
- Коэффициент. Значение коэффициента в прямой пропорции, исходя из количества операций, которые могут быть выполнены, к общему количеству операции в заказе;
- Норморасход. Количество компонента, которое потребуется для выполнения доступного количества операций. Произведение общего норморасхода компонента на коэффициент;
- Остаток на производстве после норморасхода. Количество компонента в сумме на местах хранения "Производство" и "Цех" после того, как будет израсходовано количество компонента согласно колонке "Норморасход";
- Остаток на складе производства. Текущий остаток на месте хранения "Склад производства";
- Количество к перемещению. Количество компонента, которое система автоматически рассчитала, как необходимое к перемещению со склада производства на производство для выполнения нужного количества операций.